Proses kontrol kualitas untuk pabrik liner HDPE
Ituproses kontrol kualitas untuk pabrik liner HDPEmengacu pada kerangka kerja inspeksi dan pemantauan sistematis yang diterapkan selama persiapan bahan baku, produksi ekstrusi, dan pengujian produk akhir untuk memastikan geomembran HDPE memenuhi standar teknik internasional untuk keseragaman ketebalan, kekuatan mekanik, kedap air, dan daya tahan jangka panjang dalam aplikasi penahanan.
Parameter dan Spesifikasi Teknis
| Parameter | Spesifikasi Khas | Standar Tes |
|---|---|---|
| Kepadatan Bahan | ≥ 0,940 g/cm³ | ASTM D1505 |
| Kisaran Ketebalan | 0,5 mm – 3,0 mm | ASTM D5199 |
| Toleransi Ketebalan | ±5% – ±10% | GRI GM13 |
| Kekuatan Tarik | ≥ 15 kN/m | ASTM D6693 |
| Perpanjangan pada Titik Putus | ≥ 700% | ASTM D6693 |
| Ketahanan Tusukan | ≥ 480 N | ASTM D4833 |
| Kandungan Karbon Hitam | 2,0% – 3,0% | ASTM D4218 |
| Waktu Induksi Oksidatif | ≥ 100 menit | ASTM D3895 |
Struktur dan Komposisi Bahan
Lapisan HDPE yang digunakan dalam sistem penahanan diproduksi dengan formulasi polimer yang dirancang secara cermat.
Lapisan Dasar Resin HDPE– Polietilen densitas tinggi memberikan ketahanan terhadap bahan kimia dan kedap air.
Penstabil Karbon Hitam– Melindungi lapisan dalam dari kerusakan akibat sinar ultraviolet.
Aditif Antioksidan– Memperpanjang masa pakai dengan mencegah oksidasi polimer.
Lapisan Permukaan Bertekstur Opsional– Meningkatkan gesekan untuk stabilitas lereng pada aplikasi tempat pembuangan sampah.
Lapisan Membran Ekstrusi Seragam– Dijaga melalui kalibrasi cetakan ekstrusi yang terkontrol.
Proses Manufaktur dan Alur Kerja Inspeksi Mutu
Ituproses kontrol kualitas untuk pabrik liner HDPEMengintegrasikan titik pemeriksaan di seluruh siklus produksi.
Langkah 1 – Verifikasi Bahan Baku
Semua resin HDPE dan aditif yang masuk diuji indeks leleh, densitas, dan dispersi karbon hitam sebelum memasuki sistem produksi.
Langkah 2 – Pemberian Bahan Secara Otomatis
Sistem dosis gravimetrik memastikan rasio polimer yang konsisten dan mencegah variasi formulasi antar batch.
Langkah 3 – Produksi Ekstrusi
Jalur ekstrusi cetakan datar skala besar beroperasi di antara180°C dan 230°CSensor memantau tekanan, suhu, dan stabilitas aliran lelehan.
Langkah 4 – Kalibrasi Ketebalan
Sistem pemindaian laser terus menerus mengukur ketebalan lembaran di sepanjang lebar gulungan untuk menjaga toleransi produksi.
Langkah 5 – Pendinginan dan Stabilisasi Tegangan
Roller kalender dan sistem pendingin menstabilkan geometri lembaran dan menghilangkan tegangan internal residual.
Langkah 6 – Pengujian Laboratorium
Setiap batch produksi menjalani pengujian mekanis dan kimia untuk memverifikasi kepatuhan terhadap standar geomembran internasional.
Langkah 7 – Inspeksi Rol Akhir
Gulungan liner HDPE yang sudah jadi diperiksa konsistensi ketebalannya, cacat permukaan, dan akurasi dimensinya sebelum dikemas.
Perbandingan Industri
| Bahan | Stabilitas Kualitas | Ketahanan Kimia | Kehidupan Pelayanan | Aplikasi Umum |
|---|---|---|---|---|
| Lapisan HDPE | Bagus sekali | Bagus sekali | 30–50 tahun | Tempat pembuangan sampah, pertambangan, air limbah |
| Lapisan LLDPE | Bagus | Bagus | 20–30 tahun | Kolam pertanian |
| Membran PVC | Sedang | Sedang | 10–20 tahun | Membangun kedap air |
| Karet EPDM | Fleksibel | Sedang | 20–25 tahun | Fitur air dekoratif |
Skenario Aplikasi
Sebuah ketatproses kontrol kualitas untuk pabrik liner HDPEsangat penting untuk proyek rekayasa penahanan skala besar.
Sistem pelapis tempat pembuangan sampah kota
Fasilitas penyimpanan limbah pertambangan
Kolam penampungan air limbah industri
Penahanan sekunder minyak dan gas
Waduk irigasi pertanian
hambatan remediasi lingkungan

Masalah Utama dan Solusi Rekayasa
Masalah Utama 1 – Ketidaksesuaian ketebalan
Solusi: Terapkan sistem pemantauan ketebalan laser online.Masalah Utama 2 – Variasi kualitas material
Solusi: Gunakan pemasok resin bersertifikat dan ketelusuran batch.Masalah Utama 3 – Cacat permukaan selama proses ekstrusi
Solusi: Pasang sistem inspeksi dan penyaringan permukaan otomatis.Masalah Utama 4 – Kinerja pengelasan yang lemah
Solusi: Pertahankan ketebalan dan kepadatan polimer yang stabil melalui parameter ekstrusi yang terkontrol.
Peringatan Risiko dan Rekomendasi Penghindaran
Ketebalan lapisan yang tidak konsisten dapat menyebabkan kegagalan pengelasan selama pemasangan.
Kualitas bahan baku yang buruk dapat menyebabkan degradasi liner sebelum waktunya.
Pengendalian suhu ekstrusi yang tidak tepat dapat menciptakan tegangan internal pada membran.
Kurangnya pengujian laboratorium meningkatkan risiko kebocoran proyek atau kontaminasi lingkungan.
Panduan Seleksi Pengadaan
Verifikasi kepatuhan terhadap standar geomembran ASTM dan GRI.
Mintalah laporan pengujian laboratorium untuk setiap batch produksi.
Periksa peralatan manufaktur dan kapasitas ekstrusi.
Konfirmasikan ketersediaan sistem pengukuran ketebalan online.
Tinjau sertifikasi manajemen mutu pabrik (ISO 9001).
Evaluasi referensi proyek teknik.
Konfirmasikan ukuran gulungan, standar pengemasan, dan kemampuan logistik.
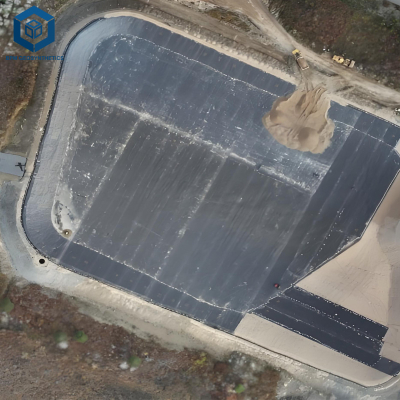
Studi Kasus Teknik
Proyek perluasan tempat pembuangan sampah besar-besaran di Asia Tenggara membutuhkan lebih dari...150.000 meter persegi lapisan HDPE 2,0 mmPemasok menerapkan aturan yang ketat. (Teks tidak terbaca)proses kontrol kualitas untuk pabrik liner HDPETermasuk pemindaian ketebalan otomatis dan pengujian mekanis laboratorium untuk setiap batch produksi. Selama pemasangan, mesin las baji jalur ganda digunakan untuk menyambung panel geomembran. Pengujian vakum pasca-pemasangan dan pengujian sambungan destruktif memastikan bahwa sistem pelapis memenuhi persyaratan penahanan lingkungan internasional.
Pertanyaan yang Sering Diajukan (FAQ)
1. Apa tujuan pengendalian mutu dalam produksi liner HDPE?
Hal ini memastikan bahwa lapisan tersebut memenuhi standar kinerja teknik dan penahanan lingkungan.
2. Standar internasional apa yang berlaku untuk pelapis HDPE?
Standar umum meliputi ASTM dan GRI GM13.
3. Bagaimana ketebalan diukur selama produksi?
Sistem pemantauan ketebalan laser atau ultrasonik digunakan.
4. Mengapa karbon hitam penting?
Ini meningkatkan ketahanan terhadap sinar UV dan daya tahan jangka panjang.
5. Seberapa sering tes laboratorium dilakukan?
Pengujian dilakukan untuk setiap batch produksi.
6. Peralatan apa yang dapat meningkatkan kualitas produksi?
Jalur ekstrusi otomatis dengan sistem pemantauan digital.
7. Dapatkah kontrol kualitas yang buruk memengaruhi pengelasan?
Ya. Variasi ketebalan dapat mengurangi kekuatan jahitan.
8. Apa itu waktu induksi oksidatif?
Suatu uji yang menunjukkan ketahanan terhadap oksidasi termal.
9. Berapa lama lapisan HDPE dapat bertahan?
Biasanya berumur 30–50 tahun jika dipasang dengan benar.
10. Mengapa pembeli harus meminta sertifikat kualitas?
Sertifikat memverifikasi bahwa lapisan tersebut memenuhi spesifikasi teknik.
Minta Penawaran Harga / Dokumentasi Teknis / Sampel Teknik
Untuk spesifikasi proyek, laporan pengujian laboratorium, atau sampel liner HDPE, hubungi tim teknik kami. Kami menyediakan dokumentasi teknis dan informasi produksi untuk mendukung kontraktor EPC, distributor, dan proyek teknik lingkungan di seluruh dunia.
E-E-A-T: Keahlian Penulis dan Otoritas Industri
Artikel ini ditulis oleh para profesional yang berpengalaman dalam pembuatan geomembran, teknologi ekstrusi polimer, dan rekayasa penahanan lingkungan. Informasi yang disajikan mengikuti standar yang diakui secara internasional seperti prosedur pengujian ASTM dan spesifikasi geomembran GRI yang digunakan dalam proyek-proyek tempat pembuangan sampah, pertambangan, dan infrastruktur industri.