Suhu Terbaik untuk Pengelasan Liner HDPE | Panduan Teknik
Itusuhu terbaik untuk pengelasan liner HDPEMengacu pada kisaran suhu optimal yang digunakan selama pengelasan sambungan geomembran untuk mencapai fusi yang andal antara lembaran HDPE. Kontrol suhu yang tepat memastikan ikatan sambungan yang kuat, kedap air jangka panjang, dan kepatuhan terhadap standar pemasangan teknik.
Parameter dan Spesifikasi Teknis
Menentukansuhu terbaik untuk pengelasan liner HDPEHal ini bergantung pada ketebalan geomembran, peralatan pengelasan, suhu lingkungan, dan spesifikasi proyek. Sebagian besar pengelasan di lapangan menggunakan teknologi pengelasan baji panas atau ekstrusi.
| Metode Pengelasan | Suhu yang Direkomendasikan | Ketebalan yang Berlaku | Peralatan Khas |
|---|---|---|---|
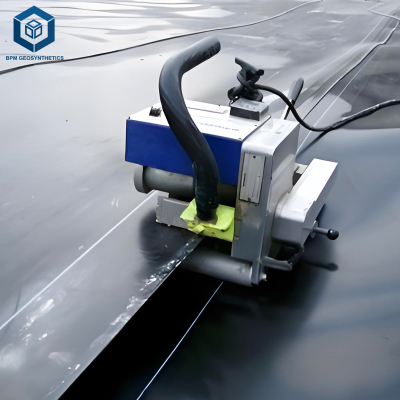
| Pengelasan Baji Panas | 320°C – 450°C | 0,75 – 2,5 mm | Tukang las baji otomatis |
| Pengelasan Ekstrusi | 220°C – 300°C | 1,5 – 3,0 mm | Mesin las ekstrusi tangan |
| Pengelasan Udara Panas | 300°C – 400°C | Pelapis tipis & perbaikan | Pistol udara panas |
Mempertahankansuhu terbaik untuk pengelasan liner HDPEmemastikan polimer mencapai keadaan semi-cair yang memungkinkan fusi yang tepat tanpa merusak material.
Struktur dan Komposisi Bahan
Lapisan HDPE yang digunakan dalam proyek penahanan terbuat dari material hasil rekayasa yang mendukung kinerja pengelasan yang andal.
Resin polietilen densitas tinggi– bahan penghalang utama
Karbon hitam (2–3%)– Tahan terhadap sinar UV dan tahan terhadap cuaca
Antioksidan– perlindungan penuaan termal
Stabilisator– ketahanan kimia jangka panjang
Permukaan bertekstur opsional– meningkatkan stabilitas lereng
Bahan-bahan ini memungkinkan geomembran untuk mempertahankan integritas struktural sekaligus menoleransisuhu terbaik untuk pengelasan liner HDPEselama instalasi lapangan.
Proses Manufaktur
Memahami proses produksi geomembran membantu para insinyur mengevaluasi perilaku pengelasan dan kinerja suhu.
Persiapan Bahan Baku
Resin polietilen dan aditifnya memiliki proporsi yang akurat.Ekstrusi Peleburan
Ekstruder industri memanaskan polimer hingga suhu leleh yang terkontrol.Formasi Lembaran
Ekstrusi cetakan datar menghasilkan lembaran geomembran yang konsisten.Pendinginan dan Kalibrasi
Roller memastikan ketebalan yang tepat dan permukaan yang halus.Pemeriksaan Kualitas
Sistem otomatis memeriksa ketebalan dan integritas permukaan.Penggulungan dan Pengemasan
Geomembran digulung menjadi gulungan siap angkut.
Ketebalan material yang seragam mendukung kualitas jahitan yang konsisten saat diaplikasikan.suhu terbaik untuk pengelasan liner HDPE.
Perbandingan Industri
| Bahan Lapisan | Suhu Pengelasan Khas | Metode Jahitan | Keandalan Teknik |
|---|---|---|---|
| Geomembran HDPE | 320–450°C | Pengelasan baji panas | Sangat tinggi |
| Geomembran LDPE | 280–350°C | Pengelasan udara panas | Sedang |
| Lapisan PVC | 250–350°C | Udara panas/pelarut | Sedang |
| Lapisan EPDM | Ikatan perekat | Tidak ada pengelasan panas | Sedang |
Skenario Aplikasi
Proyek yang membutuhkan kontrol yang tepat atassuhu terbaik untuk pengelasan liner HDPEtermasuk:
Fasilitas penyimpanan limbah pertambangan
Sistem pelapis tempat pembuangan sampah kota
Kolam penampungan air limbah industri
Waduk irigasi pertanian
Area penahanan sekunder minyak dan gas
Pengguna tipikal meliputi kontraktor EPC, perusahaan teknik lingkungan, pengembang infrastruktur, dan distributor geomembran.
Permasalahan Inti dalam Rekayasa dan Solusinya
1. Suhu pengelasan yang tidak konsisten
Masalah:Fluktuasi suhu peralatan mengurangi kekuatan sambungan.
Larutan:Kalibrasi mesin las sebelum pemasangan.
2. Dampak suhu lingkungan
Masalah:Cuaca dingin mengurangi kualitas fusi polimer.
Larutan:meningkatkan suhu pengelasan dan mengurangi kecepatan pengelasan.
3. Kerusakan akibat panas berlebih
Masalah:Panas yang berlebihan dapat merusak struktur polimer HDPE.
Larutan:Pertahankan suhu terkontrol dalam kisaran yang direkomendasikan.
4. Kecepatan pengelasan yang tidak tepat
Masalah:kecepatan yang salah mencegah ikatan jahitan yang tepat.
Larutan:menyeimbangkan suhu pengelasan dan kecepatan gerak mesin.

Peringatan Risiko dan Rekomendasi Penghindaran
Hindari pengelasan saat hujan atau kelembapan tinggi.
Jangan melebihi kisaran suhu pengelasan yang direkomendasikan.
Pastikan permukaan bersih dan kering sebelum pengelasan.
Gunakan peralatan pengelasan yang telah dikalibrasi.
Lakukan pengujian sambungan setelah pemasangan.
Panduan Seleksi Pengadaan dan Rekayasa
Konfirmasikan ketebalan dan spesifikasi geomembran HDPE.
Verifikasi kepatuhan pemasok terhadap standar ASTM atau GRI.
Konfirmasi direkomendasikansuhu terbaik untuk pengelasan liner HDPE.
Evaluasi kompatibilitas peralatan pengelasan.
Mintalah dokumentasi teknis dan panduan instalasi.
Tinjau referensi proyek pemasok.
Minta sampel produk untuk pengujian lapangan.
Studi Kasus Teknik
Pemasangan Pelapis TPA – Asia Tenggara
Proyek tempat pembuangan sampah kota membutuhkan pemasangan geomembran HDPE 1,5 mm di area penampungan seluas 95.000 m². Para insinyur mengoptimalkansuhu terbaik untuk pengelasan liner HDPEuntuk memastikan keandalan sambungan.
Luas total lapisan: 95.000 m²
Ketebalan geomembran: 1,5 mm HDPE
Metode pengelasan: sambungan ganda baji panas
Suhu pengelasan optimal: 380°C
Pengujian sambungan: pengujian saluran tekanan udara
Semua sambungan las memenuhi persyaratan kekuatan kupas dan geser ASTM D6392, sehingga memastikan kinerja penahanan jangka panjang.
FAQ – Suhu Terbaik untuk Pengelasan Liner HDPE
1. Berapa suhu terbaik untuk pengelasan liner HDPE?
Biasanya berkisar antara 320°C hingga 450°C, tergantung pada peralatan pengelasan dan ketebalan lapisan.
2. Apakah ketebalan lapisan pelindung memengaruhi suhu pengelasan?
Ya, geomembran yang lebih tebal mungkin memerlukan suhu pengelasan yang lebih tinggi.
3. Metode pengelasan mana yang paling umum?
Pengelasan baji panas adalah metode yang paling banyak digunakan untuk pelapis HDPE.
4. Apakah pengelasan dapat dilakukan dalam cuaca dingin?
Ya, tetapi suhu dan kecepatan pengelasan harus disesuaikan dengan tepat.
5. Bagaimana kualitas jahitan diuji?
Pengujian tekanan udara, pengujian kotak vakum, dan pengujian sambungan yang merusak.
6. Apa yang terjadi jika suhu pengelasan terlalu rendah?
Fusi yang tidak sempurna dapat menyebabkan kebocoran pada jahitan.
7. Apa yang terjadi jika suhu pengelasan terlalu tinggi?
Polimer HDPE dapat mengalami degradasi dan melemahkan sambungan.
8. Apakah geomembran bertekstur dilas dengan cara yang berbeda?
Penyesuaian suhu dan tekanan mungkin diperlukan.
9. Siapa yang menentukan parameter pengelasan?
Insinyur proyek dan teknisi instalasi menentukan parameter pengelasan.
10. Apakah standar pengelasan diatur secara internasional?
Sebagian besar proyek mengikuti standar ASTM, GRI GM13, dan teknik lingkungan.
Minta Informasi Teknis atau Penawaran Harga
Manajer pengadaan dan tim teknik yang mencari material geomembran atau panduan mengenai hal tersebut.suhu terbaik untuk pengelasan liner HDPEdapat meminta:
Lembar data teknis
Pedoman parameter pengelasan
Sampel geomembran
Penawaran harga untuk proyek dalam jumlah besar
Hubungi tim teknis kami untuk konsultasi proyek, dokumentasi teknik, dan proposal komersial.
Keahlian Penulis (E-E-A-T)
Artikel ini ditulis oleh seorang spesialis teknik geomembran dengan pengalaman luas dalam konstruksi tempat pembuangan sampah, sistem penahanan pertambangan, dan pembuatan lapisan HDPE. Panduan ini mencerminkan pengetahuan instalasi lapangan praktis dan standar teknik internasional termasuk ASTM, GRI, dan praktik desain infrastruktur lingkungan.